Retail programs often lose sales in the last few feet. Products are good, but shelf impact is weak, setup is slow, and packaging arrives damaged before display can even begin.
PDQ trays and counter displays both help products sell faster at retail, but they are built for different jobs. PDQ trays focus on quick placement and simple replenishment. Counter displays focus more on visibility, brand presentation, and promotional impact in small selling spaces.

Retail packaging is no longer just about holding products. It has to protect goods in shipping, support fast store setup, and make products easier to notice. That is why many retail brands now compare PDQ trays and counter displays more carefully before launching new programs. A weak structure, wrong size, poor print quality, or slow assembly can turn a display into wasted budget. Public complaints across packaging reviews often point to the same root problems: flimsy board, poor fit, weak sealing, crushed corners, and packaging that looks cheaper than the product inside. These same problems can hurt retail display programs as well. A well-made display should arrive clean, open fast, hold shape, and help products sell better from the first day on the shelf.
Differences Between PDQ Trays and Counter Displays in Retail Use?
Many buyers group these two display formats together. That creates confusion during quoting and development. The two formats do overlap, but they are not the same.
PDQ trays are usually made for direct shelf-ready use. They are compact, simple, and fast to place in stores. Counter displays are often more presentation-focused and are designed to draw attention in checkout areas, tabletops, service counters, and other high-traffic retail points.
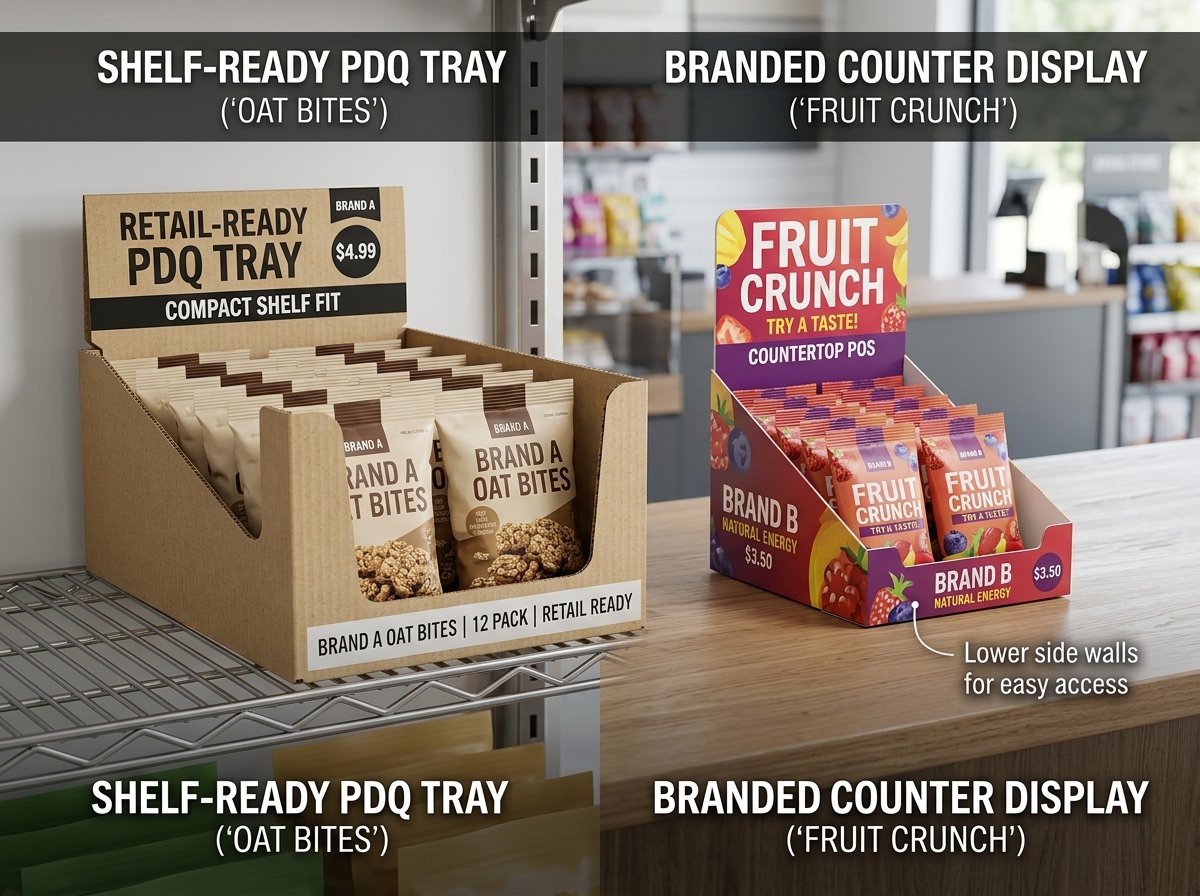
PDQ usually stands for “pretty darn quick,” and that idea matches its retail role. A PDQ tray is often packed with product at the factory, shipped inside a master carton, and placed on shelf with minimal store labor. In many cases, the outer shipping layer is removed and the tray goes straight into selling space. That makes PDQ trays useful for snack packs, cosmetics, daily-use items, accessories, and promotional multipacks. The main value is speed, efficiency, and easy replenishment.
Counter displays have a different job. They are often used when a brand wants stronger product visibility in a small footprint. These displays may sit near checkout lanes, reception desks, cash wraps, demo areas, or promotional islands. A counter display often uses headers, stepped levels, dividers, or branded side panels to make products easier to see. It is less about simple shelf replacement and more about driving attention and impulse buying.
This difference affects structure, cost, and production method. A PDQ tray often needs to balance shipping protection with quick unpacking. A counter display needs to balance appearance, stability, and easy customer access. Both can fail if the board is too weak, if the dimensions are wrong, or if the product fit is poor. That is why the design stage should start from actual retail use, not from appearance alone.
| Format | Main Retail Use | Main Advantage | Common Risk if Designed Poorly |
|---|---|---|---|
| PDQ Tray | Shelf-ready placement | Fast setup and replenishment | Tray crush, poor product fit |
| Counter Display | Checkout or countertop promotion | Better visibility and branding | Weak structure, tipping, poor access |
When Should a Brand Choose a PDQ Tray Instead of a Counter Display?
The choice becomes easier when the retail goal is clear. The problem is that many programs start from a packaging sample, not from real shelf conditions.
A PDQ tray is the better option when a program needs fast store setup, high-volume replenishment, efficient shipping, and simple shelf presentation. It works best when product movement is fast and labor at store level needs to stay low.

A PDQ tray usually makes sense when the product line is practical, repeatable, and sold in moderate to high volume. It is especially useful when the display needs to move from shipping carton to shelf with very few extra steps. This helps reduce setup time in chain stores and reduces the chance of assembly mistakes at the store level.
A PDQ tray is also a strong choice when outer carton space, pallet efficiency, and transport cost matter. A factory can design a PDQ program so the tray fits tightly, protects the products well, and avoids wasted void space. This matters because oversized packaging and poor internal fit often lead to damage, higher freight cost, and weak presentation after arrival. Many product complaints across packaging categories come from thin boxes, floating products, or shipping protection that does not match the real route. PDQ trays need to avoid those same mistakes.
Still, PDQ trays are not always the best answer. If the brand needs stronger messaging, more visual impact, or a better premium look in front-of-store areas, a counter display usually performs better. The choice should come from product type, retail location, setup speed, and sales goal.
How to Design Counter Displays for Fast Setup and Better Product Visibility?
A display can look strong on a screen and still fail in a real store. Fast setup and clear visibility should be built into the structure from the beginning.
The best counter displays use simple assembly, stable structure, clean product-facing angles, and strong branding zones. They should be easy for store staff to place, easy for shoppers to understand, and strong enough to keep their shape during the full promotion cycle.

Fast setup starts with structure. A display that needs too many folds, tabs, or manual corrections will slow down store execution. It may also frustrate the retail team and end up looking messy. A better design uses pre-locked parts, clear fold lines, stable locking points, and fewer setup steps. In some programs, the best solution is partial factory pre-assembly so stores only need to pop the display open and place it.
Better visibility starts with viewing angle and product arrangement. Products should face forward clearly. The header should not overwhelm the product, but it should still carry enough brand presence. If the display uses steps or tiers, each level should keep products visible without blocking key artwork or labels. The display should also guide shoppers naturally. That means clean access, no awkward reach, and no crowded front edge.
Public complaints about poor packaging often mention flimsy materials, bent boxes, scratched surfaces, weak glue, and cheap appearance. Those same issues damage counter display results. If the structure is weak, the display leans or collapses. If the print quality is poor, the brand looks unprofessional. If the fit is wrong, products slide, jam, or fall forward. A good factory design process solves these issues before mass production by checking load, fit, setup speed, and retail handling.
What Structural Features Matter Most in PDQ and Counter Display Programs?
A strong display is not only about appearance. It needs to survive transport, arrive clean, and perform in retail conditions without losing shape.
The most important structural features are board strength, load distribution, locking design, product fit, front cut line, header support, and master-carton protection. These details decide whether the display works smoothly or fails early.

In PDQ trays, the front cut line matters a lot. It should reveal the product well but still hold enough wall strength. If it is cut too low, the tray loses support. If it is too high, the product becomes hard to see or remove. Sidewall shape matters too. It should help keep the tray rigid without wasting material. Product cavities or dividers may also be needed if items shift in shipping.
In counter displays, vertical strength becomes more important. The base has to carry product weight across the whole promotion period. The header needs enough support so it stays upright and clean. Stepped structures need enough depth and reinforcement to avoid sagging. Hook areas, partitions, and shelves must also be designed around real product load, not guessed dimensions.
One common packaging mistake is using a structure that looks fine in a sample but does not match shipping reality. Public packaging complaints often show the same issue: weak board, bad fit, poor sealing, no real protection, and products arriving crushed or bent. A display factory should prevent this through transit testing, load checks, and transport-aware master carton design. A display is still packaging, so shipping performance matters just as much as retail appearance.
| Structural Feature | Why It Matters | Failure Risk |
|---|---|---|
| Board strength | Keeps shape during shipping and display | Tray collapse or leaning |
| Locking system | Speeds setup and improves stability | Pop-open failure |
| Product fit | Prevents movement and messy presentation | Shifting or damaged items |
| Header support | Improves branding and shelf visibility | Bent or tilted header |
| Master carton design | Protects display before store placement | Crushed corners and print damage |
Materials, Structure, and Branding Options for PDQ and Counter Display Programs?
Material and branding choices should support both cost and performance. A display that looks premium but arrives damaged is not a premium result.
PDQ and counter display programs can use corrugated board, paperboard, laminated board, rigid reinforcements, spot UV, foil, matte or gloss lamination, custom die-cuts, printed headers, and insert systems. The right mix depends on product weight, retail channel, brand level, and shipping route.

For PDQ trays, corrugated material is often the practical choice because it offers a better balance of strength and cost. The flute type and board grade should match product weight and stacking conditions. For lighter retail products, a well-designed paperboard display may work. For heavier items, stronger corrugated or reinforced structures may be needed.
Counter displays often need more visual flexibility. That may include high-quality offset printing, laminated surfaces, branded headers, die-cut side shapes, or layered construction for a cleaner finish. In premium programs, surface treatment matters more because shoppers interact with the display up close. Scratches, edge wear, poor color control, and cheap-looking finishes become obvious fast. Many packaging complaints from the market focus on exactly these issues. Thin white boxes get marked easily. Poor print control creates color mismatch. Weak glue makes boxes feel cheap. These are avoidable factory-side problems.
Branding should also be practical. A display has limited space. So the visual message should stay clear. Logo placement, hero color, product benefit callouts, and shelf readability all matter more than overloading the board with text. A good display should feel intentional, not crowded.
How Can a Factory Improve PDQ and Counter Display Performance Before Mass Production?
The biggest display problems usually appear too late. They show up after shipping, during store setup, or when products have already started leaning or falling.
A capable factory improves performance by reviewing structure, board grade, print quality, packing method, and setup steps before bulk production. Sampling, fit checks, load tests, and transport simulation help prevent expensive display failures later.
A strong factory process starts with real product dimensions and real use conditions. That includes the product weight, the number of units in the display, the shelf or counter footprint, and the likely transport route. From there, the factory can suggest the correct board grade, support points, and retail-facing layout.
Sampling should go beyond appearance. It should check setup time, product access, print clarity, and structural strength. Master cartons should also be reviewed carefully because many retail displays are damaged before they ever reach the store floor. This is one of the most common hidden problems in packaging. A display may be designed well, but if the export carton is weak or the internal protection is poor, the final result still fails.
Factory support also matters in branding execution. Color control, lamination quality, die-cut accuracy, and gluing precision all shape how professional the display looks in the store. For brands that care about sustainability, material choices such as FSC-certified paper can also be planned into the program without losing structure or retail appeal. A reliable factory does not only make the display. It helps the display survive shipping, support the brand, and work in real retail use.
What Makes a Retail Display Program Successful Over Time?
One strong launch is not enough. A display program should also be repeatable, consistent, and easy to reorder.
The best PDQ and counter display programs succeed because they combine fast setup, good product visibility, stable structure, clean branding, and reliable manufacturing consistency. Success comes from balancing speed, protection, appearance, and retail practicality.
A successful program keeps the same quality from sample to production. It keeps print sharp, structure stable, and dimensions consistent. It also reduces store complaints and avoids the common issues seen in public packaging feedback: boxes that feel too thin, displays that arrive bent, products that do not fit correctly, and branding that looks cheaper than expected.
Retail displays should help sales, not create new problems for operations. That is why development should include not only artwork and dimensions, but also shipping method, setup speed, replenishment logic, and expected display life. When these parts are planned together, both PDQ trays and counter displays can become strong selling tools instead of short-term packaging pieces.
Conclusion
PDQ trays and counter displays work best when structure, speed, visibility, and protection are designed together. The right factory program helps retail displays arrive strong, set up fast, and sell better.