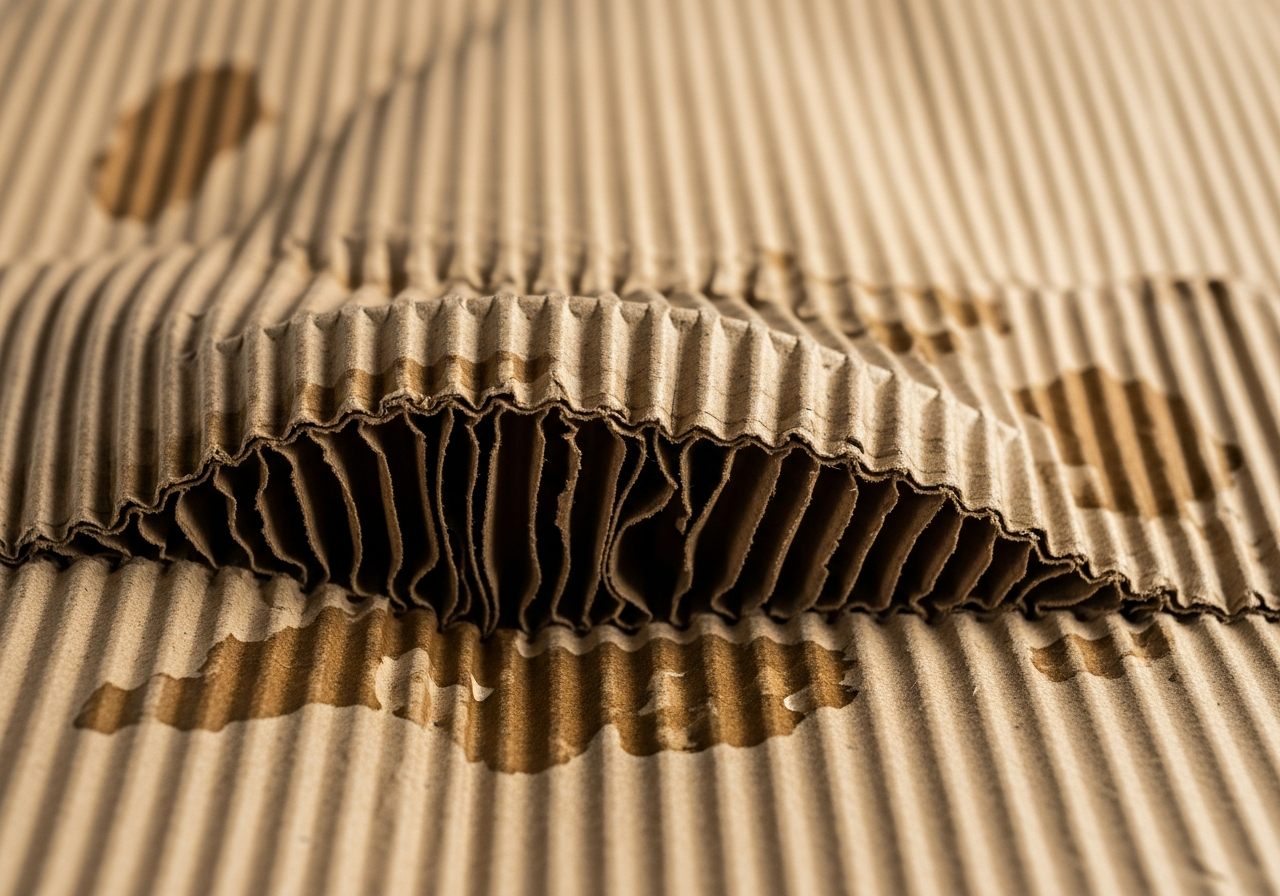
Warped corrugated board leads to unstable packaging, poor stacking, and damaged products. Many brands face returns and complaints because of this issue. The causes are often hidden inside material choice and production control.

Warp in corrugated board is mainly caused by moisture imbalance, paper quality, flute structure, adhesive behavior, and production process control. When these factors are not managed together, boards bend, twist, or curl after production.
Warp does not appear by accident. It is the result of several linked variables. Understanding these variables from a manufacturing view helps reduce risks before packaging reaches the market.
Why Does Moisture Imbalance Cause Corrugated Board Warping?
Moisture imbalance is one of the most common causes of warp in corrugated board. Paper is a natural fiber material. It expands when it absorbs moisture and shrinks when it loses moisture. When different layers of the board hold different moisture levels, internal stress builds up.
Warp occurs when liners and medium do not expand or shrink at the same rate. If one side dries faster or absorbs more humidity, the board bends toward the drier side.
In a manufacturing environment, moisture differences often start in the paper storage area. Paper rolls stored in open or unstable humidity conditions absorb moisture unevenly. During production, high temperatures from the single facer dry one side faster than the other. After stacking, boards may absorb moisture again from the air.
Factory control focuses on three points. First is paper storage with controlled humidity. Second is balancing heat on the corrugator. Third is proper cooling time before stacking. When boards leave the production line too hot, moisture movement continues and warp appears later.
How Does Paper Quality Affect Corrugated Board Warp?
Paper quality plays a direct role in warp behavior. Different papers react differently to heat, pressure, and moisture. Low-quality linerboard often has uneven fiber distribution and weak moisture resistance.

Warp is more likely when liners and fluting medium have mismatched strength and moisture response. When papers expand at different rates, the board structure loses balance.
From a factory view, paper selection is not only about gram weight. Fiber length, recycled content ratio, and stiffness matter. High recycled content paper absorbs moisture faster. This increases warp risk in humid environments. Mixed paper sources can also cause inconsistent results from batch to batch.
Professional manufacturers test paper before mass production. Moisture content, Cobb value, and tensile strength are checked. Matching liners and medium from stable suppliers helps reduce warp. Stable paper input creates stable output on the corrugator.
Why Does Flute Structure Influence Board Warping?
Flute type has a strong effect on warp tendency. Different flute profiles have different heights and contact areas. This changes how stress spreads across the board.
Warp increases when flute size and liner stiffness are not balanced. Tall flutes create higher internal stress if liners are too thin.
In production, A flute and C flute are more sensitive to moisture changes because of their height. E flute and F flute are thinner and react faster to heat. Double wall and triple wall boards add complexity because each layer must stay balanced.
Manufacturing control includes flute selection based on product use. Heavy products need stronger liners and controlled flute height. Lightweight retail packaging needs thinner flutes with stable liners. Engineers adjust pressure and glue application based on flute type to keep structure flat.
How Does Adhesive Application Lead to Warp?
Adhesive behavior is a hidden cause of warp. Starch-based adhesives contain water. When applied unevenly, they introduce moisture into the board structure.

Warp occurs when adhesive adds moisture unevenly across the flute tips. Excess glue causes swelling and later shrinkage.
Inside the factory, glue formulation is adjusted daily. Viscosity, gel temperature, and solids content must match machine speed and paper type. Too thin glue penetrates paper fibers too deeply. Too thick glue creates uneven bonding.
Glue machines are calibrated to apply a consistent film. Operators monitor glue line width and transfer rate. Stable adhesive control reduces moisture shock and improves bonding strength. This keeps boards flat after cooling and stacking.
How Do Corrugator Settings and Workshop Conditions Create Warp?
Machine settings and workshop environment strongly influence warp. Even with good materials, poor process control creates unstable boards.
Warp appears when heat, speed, and pressure are not aligned. Each section of the corrugator affects moisture and stress.

In the single facer, excessive heat dries the medium too fast. In the double backer, uneven pressure causes one liner to bond differently. High-speed production without proper curing time leads to latent warp after cutting.
Workshop conditions also matter. High humidity slows drying. Low humidity causes rapid moisture loss. Professional factories control temperature and humidity across the production floor. Boards are stacked with airflow gaps and allowed to stabilize before converting.
Why Do Post-Production Handling and Storage Cause Warp?
Warp does not stop at the corrugator. Post-production handling often decides final board quality.
Warp increases when boards absorb or lose moisture during storage and transport. Improper stacking makes the problem worse.
In factories, flat stacking with correct height limits is standard practice. Heavy stacks compress lower boards and lock in stress. Boards stored near doors or windows absorb moisture unevenly.
During converting, die-cutting and printing add heat and pressure. Without rest time, boards may warp after processing. Finished cartons are packed with protective wrapping to limit moisture exchange during shipping.
Conclusion
Warp in corrugated board is the result of combined factors, not a single mistake. Moisture balance, paper quality, flute structure, adhesive control, machine settings, and workshop management all play connected roles. From a manufacturing view, warp prevention starts before production and continues after finishing.
Stable paper sourcing, controlled adhesive systems, precise corrugator settings, and managed factory environments reduce risk at every step. Skilled operators monitor changes in real time and adjust processes quickly. Proper storage and handling protect board flatness until final use.
When corrugated board stays flat, packaging performs as designed. Products stay protected, shelves look clean, and transport efficiency improves. Warp control is not only a technical task. It is a core part of consistent manufacturing quality.